Quick answer: Drilling ITO Coated Glass covers ITO Coated Glass (CTE substrate dependent, >85% visible @ 100 ohm/sq); Drilling to +/-0.02 mm hole position. Prototypes ship in 5-10 working days.
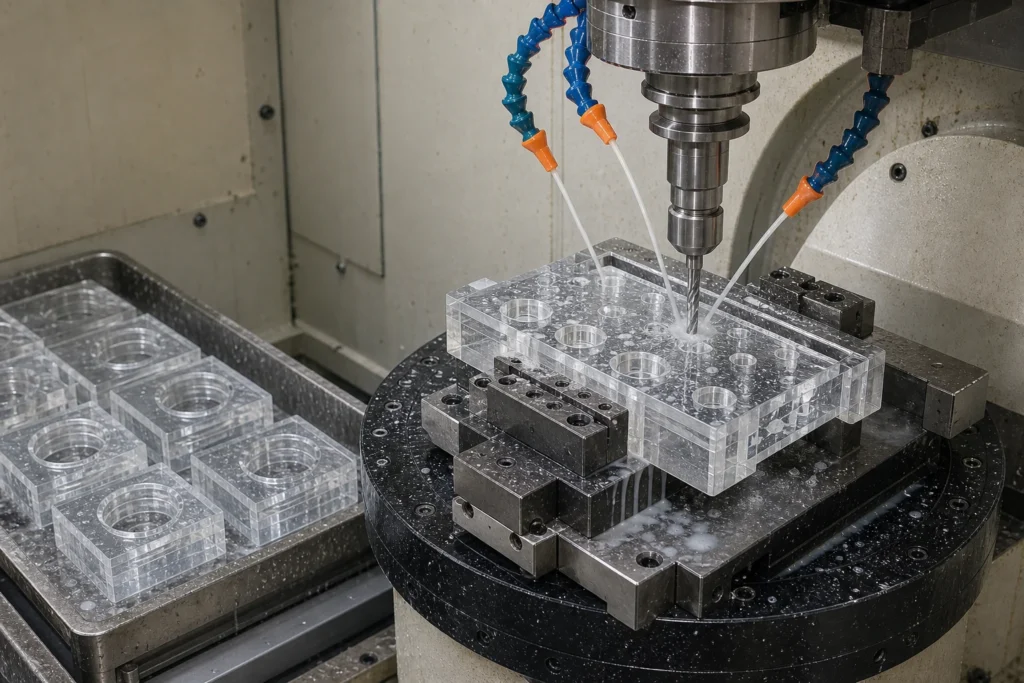
drilling ito coated glass is a materials problem before it is a machining problem. ITO Coated Glass has transparent conductivity and a Knoop hardness of substrate value, so the drilling recipe – feeds, coolant, tooling – differs from what works on ordinary float glass. The line runs diamond core drills, ultrasonic assist and laser percussion heads and holds +/-0.02 mm hole position.
Key parameters
| Material | ITO Coated Glass (ITO on soda-lime, borosilicate or alkali-free) |
|---|---|
| Thermal expansion (CTE) | substrate dependent |
| Service temperature | 350 C (coating stable) |
| Transmission range | >85% visible @ 100 ohm/sq |
| Density | 2.23 – 2.51 g/cm3 |
| Knoop hardness | substrate value |
| Refractive index | 1.9 – 2.1 (ITO film) |
| Stock thickness | 0.30 – 3.0 mm substrates |
| Maximum blank size | 400 x 300 mm |
| Process | Drilling |
| Working tolerance | +/-0.02 mm hole position |
| Minimum feature | 0.15 mm laser / 0.5 mm mechanical |
| Surface finish | exit-chip controlled below 0.1 mm |
| Thickness window | 0.1 – 30 mm |
| Edge condition | optional chamfered hole entry |
| RFQ inputs | PDF/DXF/STEP drawing, quantity brackets, surface and edge spec |
DFM notes from the shop floor
Before sending the RFQ, check these against your drawing:
- Material note: machining happens film-side-aware: scribing, edge deletion and contact zones are defined before cutting.
- Process boundary: hole-to-edge distance should stay above 1.5x thickness to protect strength.
- Over-specification is the quiet budget killer: a 20/10 scratch-dig face costs roughly three times an 80/50 face, so grade each surface individually.
The full rules live in our tolerance design guide and holes and edges design guide.
Manufacturing capability
The core strength of Drilling is through-holes, blind holes and countersinks at densities beyond 1,000 holes per part. The honest limit: hole-to-edge distance should stay above 1.5x thickness to protect strength. Both belong on the drawing before quoting, not after.
One material, many routes: on ITO Coated Glass we also quote edge grinding, coring, dicing, and multi-step drawings are the norm rather than the exception.
Where these parts end up
drilling ito coated glass shows up across microfluidic devices (chips, manifolds, via plates, bonded stacks); medical diagnostics (flow cells, slides, microplate bottoms, cuvette windows); laser systems (windows, beam splitters, debris shields). Background reading on the underlying material science: ScienceDirect: indium tin oxide.
Dimensions still moving? Configure this part live in the 3D builder below, or open the full custom glass machining 3D builder to start from a blank canvas.
Useful companion pages: custom ITO glass, ITO coating process, glass sandblasting.
Frequently asked questions
What tolerances are achievable on ITO Coated Glass parts?
Ground features hold +/-0.01 mm and lapped thickness reaches +/-0.003 mm. Machining happens film-side-aware: scribing, edge deletion and contact zones are defined before cutting.
What thickness range do you stock for ITO Coated Glass?
Standard stock spans 0.30 – 3.0 mm substrates, with blanks up to 400 x 300 mm. Other formats are sourced per order.
How does ITO Coated Glass behave under heat?
CTE is substrate dependent and continuous service reaches 350 C (coating stable), which is what drives its use where transparent conductivity matters.
What accuracy does drilling hold?
+/-0.02 mm hole position with minimum features of 0.15 mm laser / 0.5 mm mechanical. Hole-to-edge distance should stay above 1.5x thickness to protect strength.
Specifications on this page were last reviewed by our engineering team in July 2026.